Directional Strength
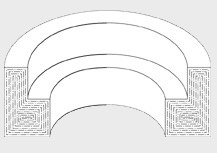
Cross section of continuous grain flow
of custom forged contoured ring.
By mechanically deforming the heated metal under tightly controlled conditions, forging produces predictable and uniform grain size and flow characteristics. Forging stock is also typically pre-worked to refine the dendritic structure of the ingot and remove defects or porosity. These qualities translate into superior metallurgical and mechanical qualities, and deliver increased directional strength in the final part.
Structural Strength
Forging also provides a degree of structural integrity that is unmatched by other metalworking processes. Forging eliminates internal voids and gas pockets that can weaken metal parts. By dispersing segregation of alloys or non-metallics, forging provides superior chemical uniformity. Predictable structural integrity reduces part inspection requirements, simplifies heat treating and machining, and ensures optimum part performance under field-load conditions.
Impact Strength
Parts can also be forged to meet virtually any stress, load or impact requirement. Proper orientation of grain flow assures maximum impact strength and fatigue resistance. The high-strength properties of the forging process can be used to reduce sectional thickness and overall weight without compromising final part integrity.
Grain Flow Comparison
Forged Bar
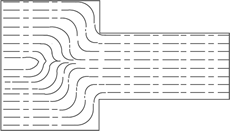 Directional alignment through the forging process has been deliberately oriented in a direction requiring maximum strength. This also yields ductility and resistance to impact and fatigue.
Directional alignment through the forging process has been deliberately oriented in a direction requiring maximum strength. This also yields ductility and resistance to impact and fatigue.
Machined Bar
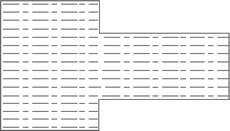 Unidirectional grain flow has been cut when changing contour, exposing grain ends. This renders the material more liable to fatigue and more sensitive to stress corrosion cracking.
Unidirectional grain flow has been cut when changing contour, exposing grain ends. This renders the material more liable to fatigue and more sensitive to stress corrosion cracking.
Cast Bar
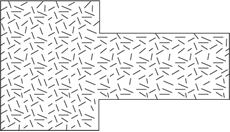 No grain flow or directional strength is achieved through the casting process.
No grain flow or directional strength is achieved through the casting process.
Flexibility
Variety of Sizes
Limited only to the largest ingot that can be cast, open die forged part weights can run from a single pound to over 400,000 pounds. In addition to commonly purchased open die parts, forgings are often specified for their soundness in place of rolled bars or castings, or for those parts that are too large to produce by any other metalworking method.
Variety of Shapes
Shape design is just as versatile, ranging from simple bar, shaft and ring configurations to specialized shapes. These include multiple O.D./I.D. hollows, single and double hubs that approach closed die configurations, and unique, custom shapes produced by combining forging with secondary processes such as torch cutting, sawing and machining. Shape designs are often limited only by the creative skills and imagination of the forging supplier.
Metallurgical Spectrum
 Metallurgical properties can be greatly varied through alloy selection, part configuration, thermal mechanical working and post-forming processes.
Metallurgical properties can be greatly varied through alloy selection, part configuration, thermal mechanical working and post-forming processes.
Quantity and Prototype Options
Virtually all open die and rolled ring forgings are custom-made one at a time, providing the option to purchase one, a dozen or hundreds of parts as needed. An added benefit is the ability to offer open die prototypes in single-piece or low-volume quantities. No better way exists to test initial closed die forging designs, because open die forging imparts similar grain flow orientation, deformation and other beneficial characteristics. In addition, the high costs and long lead times associated with closed die tooling and setups are eliminated.